金属喷涂工艺是热喷涂这一表面涂层技术总领域中的一个很重要的部分。
金属喷涂工艺的原理
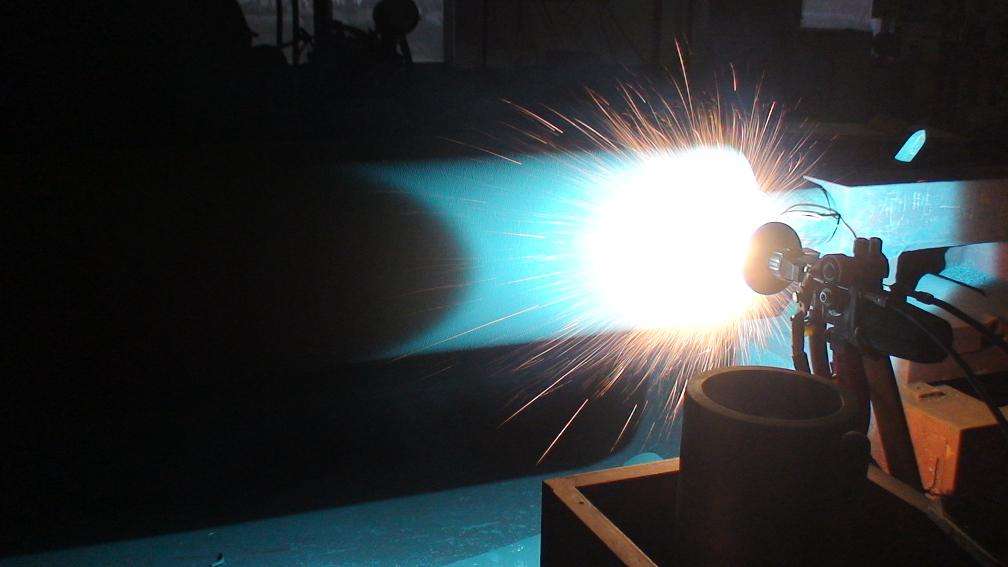
(1)金属喷涂就是涂层材料以某种热源熔化或使涂层材料呈熔融状态后,用压缩空气、等离子流或某些可燃气体及其混合气等高速气流将其吹散成细小颗粒并喷射到工件经过预处理的表面上。当熔化的涂层材料与表面碰撞时,处于熔融状态的珠形拉子在表面上散开,经冷却后粘附到工件上,从而形成具有薄层结构的覆盖层。而连续不断地喷射,便铺展和堆积成所需厚度的覆层。
(2)涂层由无数细小微粒与微粒铺展、堆积而成,表面多孔,能存油,润滑性能较好。
(3)涂层的厚度不受限制,可以从0.05mm到很大厚度,这对修复较长工件特别有利。
(4)金属喷涂除了作为防腐措施要考虑涂层材料与基体材料的微电池作用外,在其他用途上不受材料“可焊性”的限制。所以用作喷涂的材料及基体材料都可是金属,也可是非金属。
(5)设备不太复杂,移动方便,一般不受场地限制,但喷涂会产生火星,要考虑防火、防爆措施。而且操作条件也差。
(6)由于喷涂材料不受可焊性限制,采用喷涂加工可以节约钢材与有色金属。
(7)采用金属喷涂修复机械零件,成本低,周期短、耐磨性能较好。
金属喷涂工艺也存在一些缺点,主要有:
(1)金属喷涂层与基体之间的结合强度差,涂层本身的抗拉强度也低。因此不适于压延滚动、切口及冲击模具等的修复。
(2)涂层的多孔组织,虽有助于润滑,但也容易产生呵蚀,因而在具有腐蚀性介质的条件下工作时,不宜采用。
(3)喷涂时由于雾点分散,形成飞溅和滑走现象,其溅开与滑走的金属颗粒多少随各种材料而异,其.高附着率也只能达到90%,因此,造成用料损失较多。



 当前位置:
当前位置:

 热门推荐
热门推荐